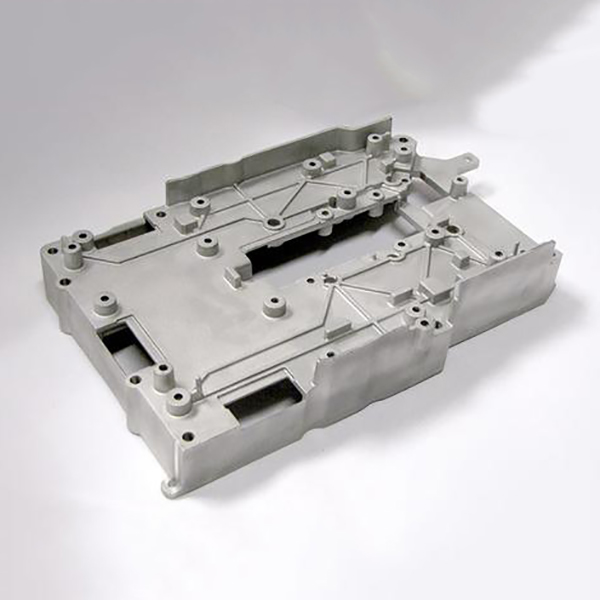
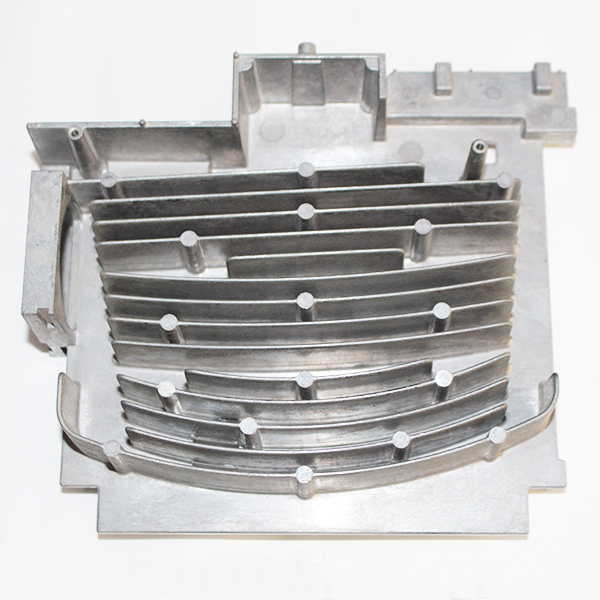
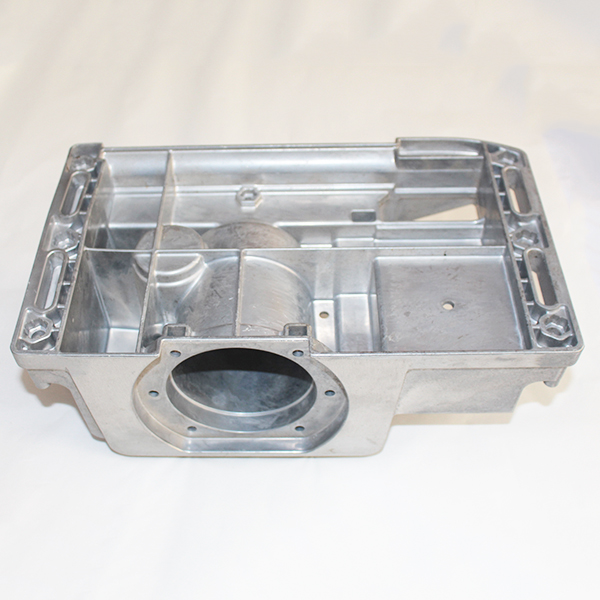
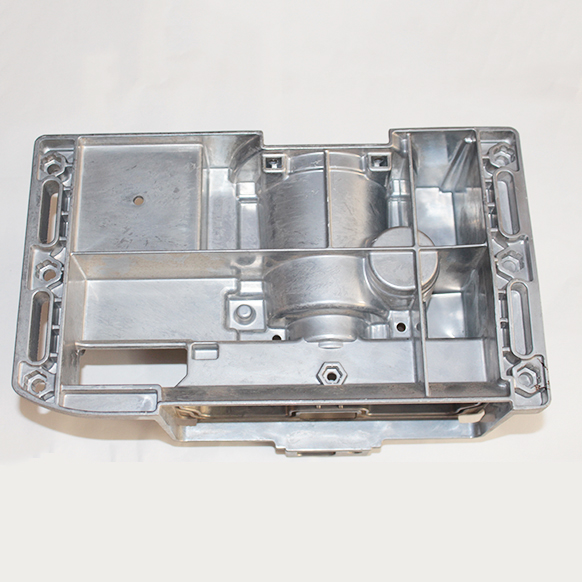
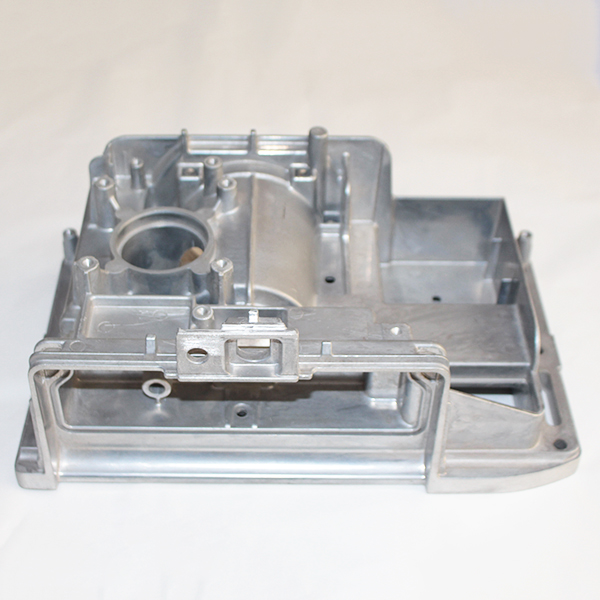
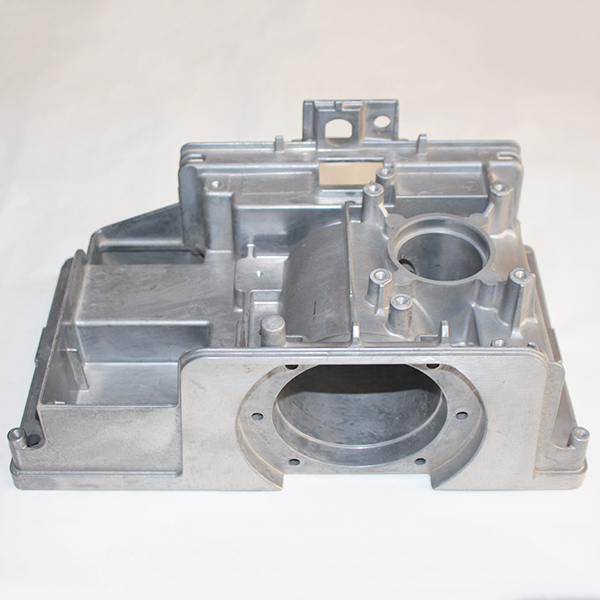
Peças de fundição sob pressão para automotivo
- SHD Precision Tech
- Shenzhen
- 2 semanas
- depende do produto
Espessuras de parede variáveis
Tolerâncias mais rígidas
Menos etapas da matéria-prima à peça acabada
Tempos de ciclo de produção rápidos
Redução de sucata de material
Longa vida útil da ferramenta, especialmente para zinco e magnésio
Parâmetro principal:
Tipo de Produto | Serviço de fundição sob pressão | |||
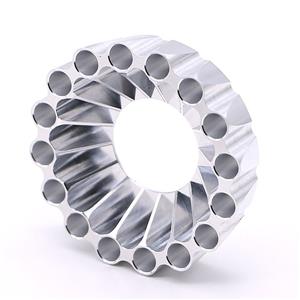
Materiais | Liga de alumínio, liga de zinco, liga de magnésio, latão e etc. | |||
Tratamento da superfície | Anodização, escovação, galvanizado, gravação a laser, impressão de seda, polimento, revestimento em pó e etc. | |||
Tolerância | ±0,01 mm, 100% QC de inspeção de qualidade antes da entrega, fornecer formulário de inspeção de qualidade; | |||
Equipamento de teste | CMM; Microscópio de ferramenta; Braço multiarticular; Medidor de altura automático; Medidor de altura manual; Medidor de mostrador; Plataforma de mármore; Medição de rugosidade. | |||
Formatos de arquivo | STP/STEP/AutoCAD(DXF,DWG),PDF,TIF etc. | |||
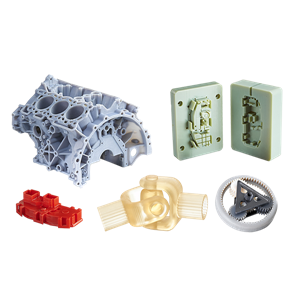
Passos de Processo de fundição sob pressão
Seja fundição sob pressão em câmara quente ou fria, o processo padrão envolve a injeção de metal fundido em um molde sob alta pressão. Abaixo estão as intrincadas etapas do processo de fundição sob pressão:
Fixação
O primeiro passo na fundição sob pressão é a fixação. Porém, antes disso, limpe o molde para retirar eventuais impurezas e lubrifique o molde para melhor injeção e retirada do produto solidificado. Após a limpeza e lubrificação, prenda e feche a matriz com alta pressão.
injeção
Derreta o metal que deseja injetar e despeje-o na câmara de injeção. O procedimento depende do processo que você está usando. Por exemplo, a câmara de tiro está fria na fundição sob pressão de câmara fria, enquanto está quente na fundição sob pressão de câmara quente. Em seguida, injeta-se o metal na matriz sob alta pressão gerada por um sistema hidráulico.
Resfriamento
Enquanto estiver preso, deixe o metal esfriar para solidificação. O material solidificado terá uma forma semelhante ao desenho do molde.
Ejeção
Depois de soltar o molde da matriz, um mecanismo de ejeção empurrará o sólido fundido para fora da matriz. Assegure a solidificação adequada antes de ejetar o produto final.
Corte
Esta é a etapa final e envolve a remoção do excesso de metal no jito e no canal encontrado no produto acabado. O corte pode ser obtido usando uma matriz de corte, serra ou outros procedimentos. As peças metálicas removidas são recicláveis e reutilizáveis no processo.